 当前位置:
当前位置: T型槽平台的用途
 发布时间:2020-06-24
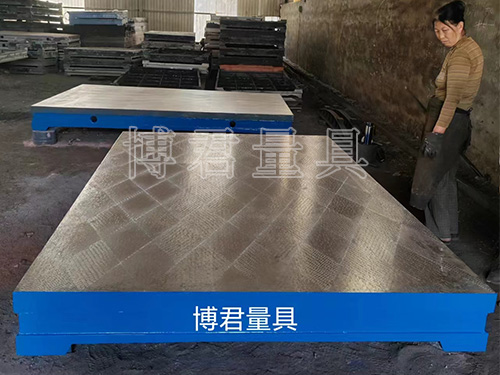
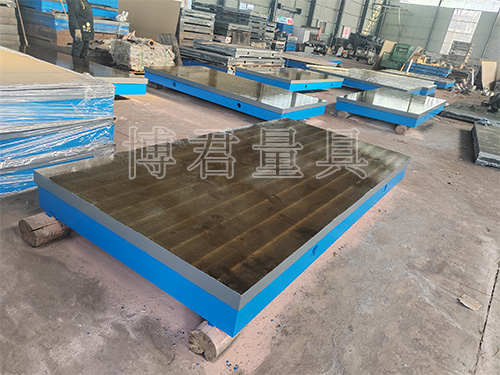
发布时间:2020-06-24T型槽平台主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平台。其工作面上为固定工件所加工的T型、U型及孔等工装。
T型槽平板平台的材质一般为灰口铸铁HT200-300,也可定做球墨铸铁、铸钢等材质,板工作面硬度为HB170-240,采取传统退火时效处理(600度-650度,恒温4-6小时)工件的内应力,了该产品的精度稳定性.
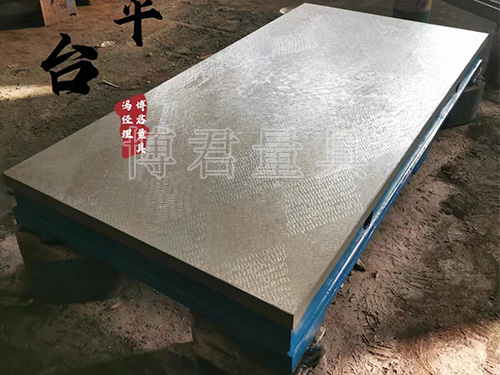
T型槽平台的精度按标准计量检定规程执行,采用人工刮研的工艺,等级分为:0级、1级、2级、3级和精刨五个级别。
标准规格单件能做到10米内,大于10米的需要拼接使用,各种非标规格都可以按照图纸及要求定做。
铸铁平台近年来在来工业上的用处越来越广泛的原因是铸铁平台外表,运用便利,不容易发生变形而且运用年份很长,代替了本来查验产品的,易磨损变形的缺陷,所以铸铁平台越来越被广阔工业用户认可。
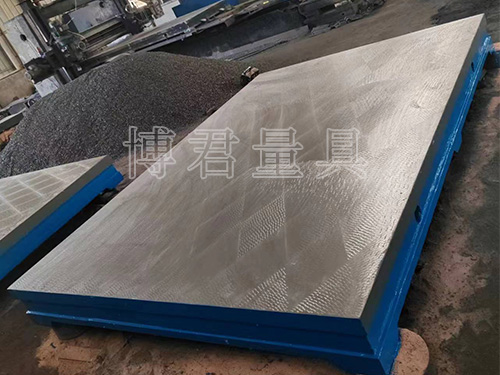
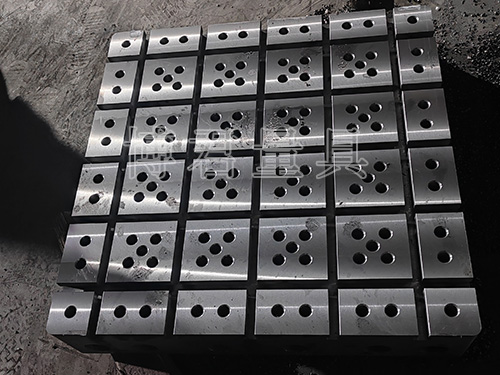
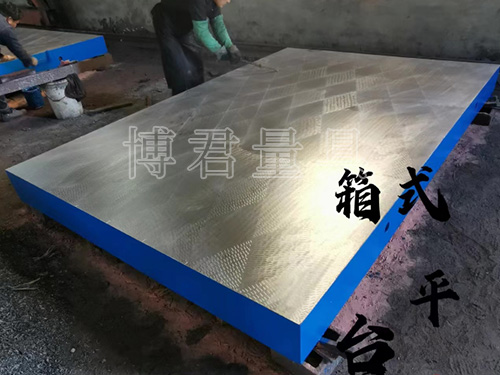
铸铁平台按GB/4986-85规范制作,可用涂色法查验零件平面度,具有直观、便利的长处。在通过刮研的铸铁平台上推动表座、工件比较顺利,无发涩感觉,便利了丈量,了丈量。产品制成筋板式和箱体式,作业面有长方形,作业面选用刮研工艺,作业面上可加工V型、T型、U型槽和圆孔、长孔等。铸铁平台是用于工件检测或划线的平面基准器具。平台安装应调至水平、负荷均散布于各支点上,环境温度运用时应避免振荡。
铸铁平台的铸铁质量和热处理质量对平台运用性能发生较大影响:或因残存较大内应力使作业面变形;或因精度不能保持;或因刮削困难得不到数值小的粗糙度。因而运用铸铁平台留意铸铁资料的挑选,选用时效处理等办法铸铁平台的剩余应力。
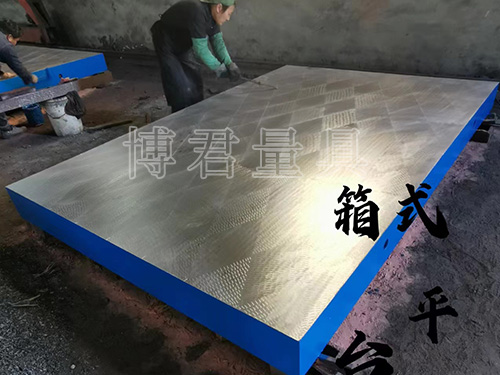
T型槽平台在浇注完成后开始用振动清沙和人工除沙并清理铸铁平台毛坯周围的废弃物,清沙完毕后铸件自然放凉并开始次回火(时效处理),铸件在回火窑升温至780°并在窑种和窑的温度同时降至50°方可出窑。铸铁平台的铸件在粗加工的时候使用的是龙门刨床和断面铣床使铸铁平台四周及上下面成正方形或是长方形,如果需要开T型槽在刨完平面后放置 后才能开T型槽或是U型槽、矩型槽等加工。如果客户需要的精度较高个光洁度较高,那经过粗加工后用6000*3000的数控龙门铣床进行精加工,数控龙门铣床加工后的精度直线度和平面度每米误差0.008mm,光洁度可以控制在1.2以内经过人工抛光后光洁度高可以达到0.8。如果在铸铁平台上进行钻孔或是绞螺纹孔也可以用数控龙门铣床进行一次性完成,,光洁度高。
- 上一篇:T型槽平台应用时必用的调整方法
- 下一篇:大理石平台的保养方法
热门产品
Product










备案号:冀ICP备19031979号-1
Copyright © 2019 - 2020 博君量具 All Right Reserved.
