 当前位置:
当前位置: 铸铁焊接平台材质构造及注意事项
 发布时间:2019-10-21
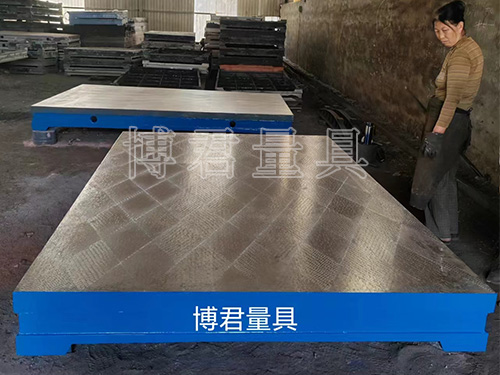
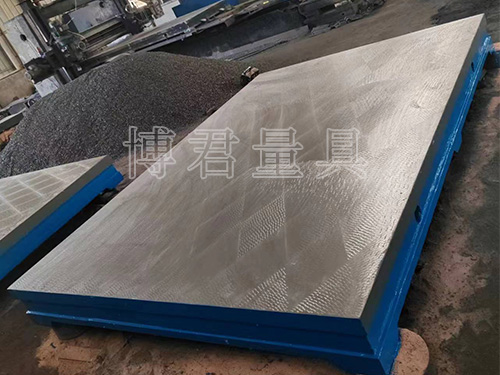
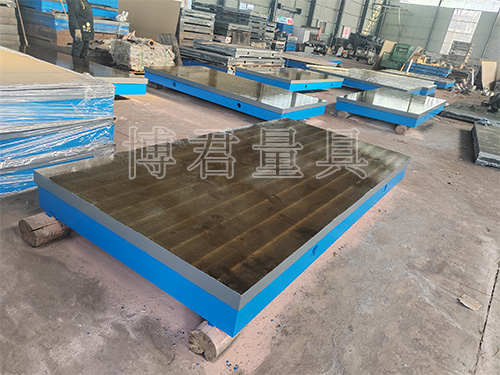
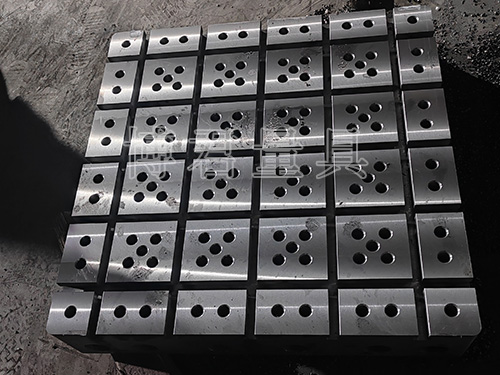
发布时间:2019-10-21铸铁焊接平台又名为铸铁焊接平板,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,能好。其材质为铸铁HT200-300,工作面硬度为HB170-240。根据用户要求铸铁焊接平台可以加工成光面平台,工作面带T型槽焊接平台,工作面带圆孔或螺纹孔焊接平台,T型槽焊接平台用途非常广泛,适用于各行各业的焊接工作中,铸铁焊接平台、铸铁焊接平板是焊接工作的基础工作台。铸铁焊接平台用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。精度:按标准计量检定规程执行,分别为1、2、3四个等级。材质为铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,能好。
铸铁焊接平台布线布点直接影响着平面度数据处理的复杂性及平面度误差测量准备度。从数据统计的观点看,想要比较合理的测量结果,在数据处理时应尽量充分利用测点提供的测量数据,而这些测量数据反映客观实际。同时测量截面与测点的分布需与评定平面度误差的原则相适应,当与评定原则不符时,则应考虑便于对测量结果进行基面变换。
1、测量截面应是平板上有代表性的截面,如平板的两条对角线、四条边线、两条中线等;
2、同一截面上两测点间的距离应能整除测量截面长度,而且好能将截面划分为偶数段,这样可使平板中点、中线端点等的测量能较好的重合,便于数据处理。
3、测点数量要适当,过少反映不了整个工作面实际情况,过多测量复杂,测量误差加大。测点数量一般按被检平板尺寸大小、加工低确定,据统计实验得知,测点数在10-50为宜。
4、测点应是平板上有代表性的点,如四个角点、平板的点、四条边线的中点等。
5、测量截面和测量点力求分布均匀,这样既能反映整个平板的状况,又利于进行基面变换。
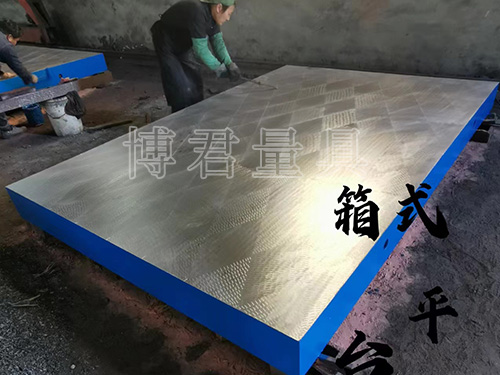
铸铁焊接平台材质:铸铁平板与其他强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(退火600度-700度的人工和自然时效2-3年)使用该产品的精度稳定,能好。焊接平台规格:1000×1000-2000×4000毫米。铸铁焊接平台在工作面上有用来清理铆焊时的一些铁渣和焊接废弃物的孔和用来固定焊接件的T型槽,铸铁平台防止焊接件不稳而带来的焊接偏差。材质一般为铸铁HT200-300,工作表面硬度约为HB170-240,在经过两次人工处理包括人工退火600度-700度和自然时效2-3年,精度趋向稳定,能良好。调试方法:将平台平放于地面,手感调整四角稳定性,微调活动地脚,直到稳定;将平板放置在支架上,调整其支点位置,尽量接近对称;初调各支脚,使各支点均匀受力;用水平测量仪器(水平尺或电子水平仪)检测平板水平状况、微调相关支点,直到符合水平位置;初调合格后,静置12小时后,进行复制,如不合格需进行再次调整,如合格方可使用;使用后根据实际实地环境周期性检测维护。
铸铁焊接平台浇注时候应该注意几点:
1、对于具有大面积的薄壁部分放在铸型的下部,同时尽量使薄壁立着或倾斜着浇注,这样有利于金属的充填。它将划线铸铁平台大面积的薄壁部分放在铸件的下面,使这部分能在较高的金属液压力下充满铸型,防止浇不足。
2、应将划线铸铁平台上质量要求高的表面或主要的加工面,放在铸型的下面。如果做不到,可将该表面置于铸型的侧面或倾斜放置进行浇注。
3、对于一些需要补缩的划线铸铁平台,应把截面较厚的部分放在铸型的上部或侧面。这样便于在划线铸铁平台的厚壁处放置冒口,造成良好的顺序凝固,有利于划线铸铁平台补缩。
4、对于带有泥芯的划线铸铁平台,应使泥芯能放置牢固并在合箱时便于检验。由于泥芯较长,刚度不够,在金属液的浮力作用下,泥芯产生弯曲变形。若改为立浇,就可以避免上述不良情况的产生。
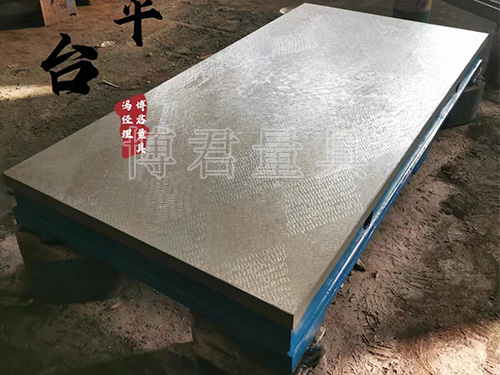
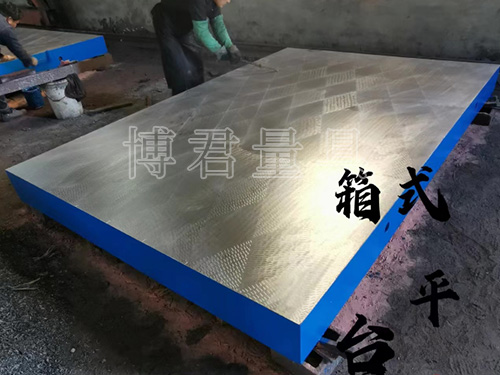
铸铁焊接平台表面的加工精度是靠刮研技术来完成的,刮研对振动实验平台使用寿命的影响是不可忽略的。有了焊接平台的刮研技术后,能很好的对焊接平台表面的精度进行进一步的控制,为了提高焊接平台的使用寿命,其工作精度,建议对刮研或控制在0.02mm以上,这样可振动实验平台有较长的使用寿命和检定周期。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。振动实验平台表面应型砂、且表面平整,涂漆牢固,各棱边应修钝。刮研技术是用人工的方式修正焊接平台表面的形状、粗糙度等,在机床的导轨、拖板等相关部位都是用刮研技术来完成精度加工而成的。焊接平台的使用寿命相对来说是比较长的,只要采取正确的保护和防护措施,划线平台工作面的精度可以保持在两年以上。只要在焊接平台的使用过程中注意不要在潮湿或者有腐蚀性物质、过高或者过低的温度中进行加工操作,这样才能的保护焊接平台,提高使用寿命,工作质量。
- 上一篇:三维柔性焊接平台承载要求及五大特征
- 下一篇:铸铁方箱技术要求和用途
热门产品
Product










备案号:冀ICP备19031979号-1

Copyright © 2019 - 2020 博君量具 All Right Reserved.
